



Tailor-made to your requirements – and implemented together:
All of our products and solutions are developed from the customer’s perspective, tailor-made to the customer’s requirements and implemented together. What this means for our cooperation is: We inspect and analyse your processes absolutely individually, find solutions using high quality technologies and tailor-made services into which our decades of experience flow, and offer life-long support.
Learn more about our company
![[Translate to English:] Wald von oben mit H2 Schriftzug](https://www.haverboecker.com/fileadmin/HaverBoecker/_processed_/d/8/csm_Branche-Wasserstoff-1920x900_71fd31aaee.jpg)
![[Translate to English:] Wald von oben mit H2 Schriftzug](https://www.haverboecker.com/fileadmin/HaverBoecker/_processed_/d/8/csm_Branche-Wasserstoff-1920x900_0d6db3df78.jpg)
![[Translate to English:] Wald von oben mit H2 Schriftzug](https://www.haverboecker.com/fileadmin/HaverBoecker/_processed_/d/8/csm_Branche-Wasserstoff-1920x900_92d381ad46.jpg)
![[Translate to English:] Wald von oben mit H2 Schriftzug](https://www.haverboecker.com/fileadmin/HaverBoecker/_processed_/d/8/csm_Branche-Wasserstoff-1920x900_86f26634a4.jpg)
![[Translate to English:] Kläranlage von oben betrachtet](https://www.haverboecker.com/fileadmin/HaverBoecker/_processed_/f/8/csm_Abwasseraufbereitung-Klaeanlage-1920x900_90fc6688d0.jpg)
![[Translate to English:] Kläranlage von oben betrachtet](https://www.haverboecker.com/fileadmin/HaverBoecker/_processed_/f/8/csm_Abwasseraufbereitung-Klaeanlage-1920x900_147268a1c0.jpg)
![[Translate to English:] Kläranlage von oben betrachtet](https://www.haverboecker.com/fileadmin/HaverBoecker/_processed_/f/8/csm_Abwasseraufbereitung-Klaeanlage-1920x900_d81633e22e.jpg)
![[Translate to English:] Kläranlage von oben betrachtet](https://www.haverboecker.com/fileadmin/HaverBoecker/_processed_/f/8/csm_Abwasseraufbereitung-Klaeanlage-1920x900_297c6451e3.jpg)
![[Translate to English:] mehrer Säcke auf Fließband](https://www.haverboecker.com/fileadmin/HaverBoecker/_processed_/a/7/csm_sackaustragung-retusche-1365_402aee8e28.jpg)
![[Translate to English:] mehrer Säcke auf Fließband](https://www.haverboecker.com/fileadmin/HaverBoecker/_processed_/a/7/csm_sackaustragung-retusche-1365_f61432ccf4.jpg)
![[Translate to English:] mehrer Säcke auf Fließband](https://www.haverboecker.com/fileadmin/HaverBoecker/_processed_/a/7/csm_sackaustragung-retusche-1365_8b19c0a608.jpg)
![[Translate to English:] mehrer Säcke auf Fließband](https://www.haverboecker.com/fileadmin/HaverBoecker/_processed_/a/7/csm_sackaustragung-retusche-1365_1775ce52a0.jpg)



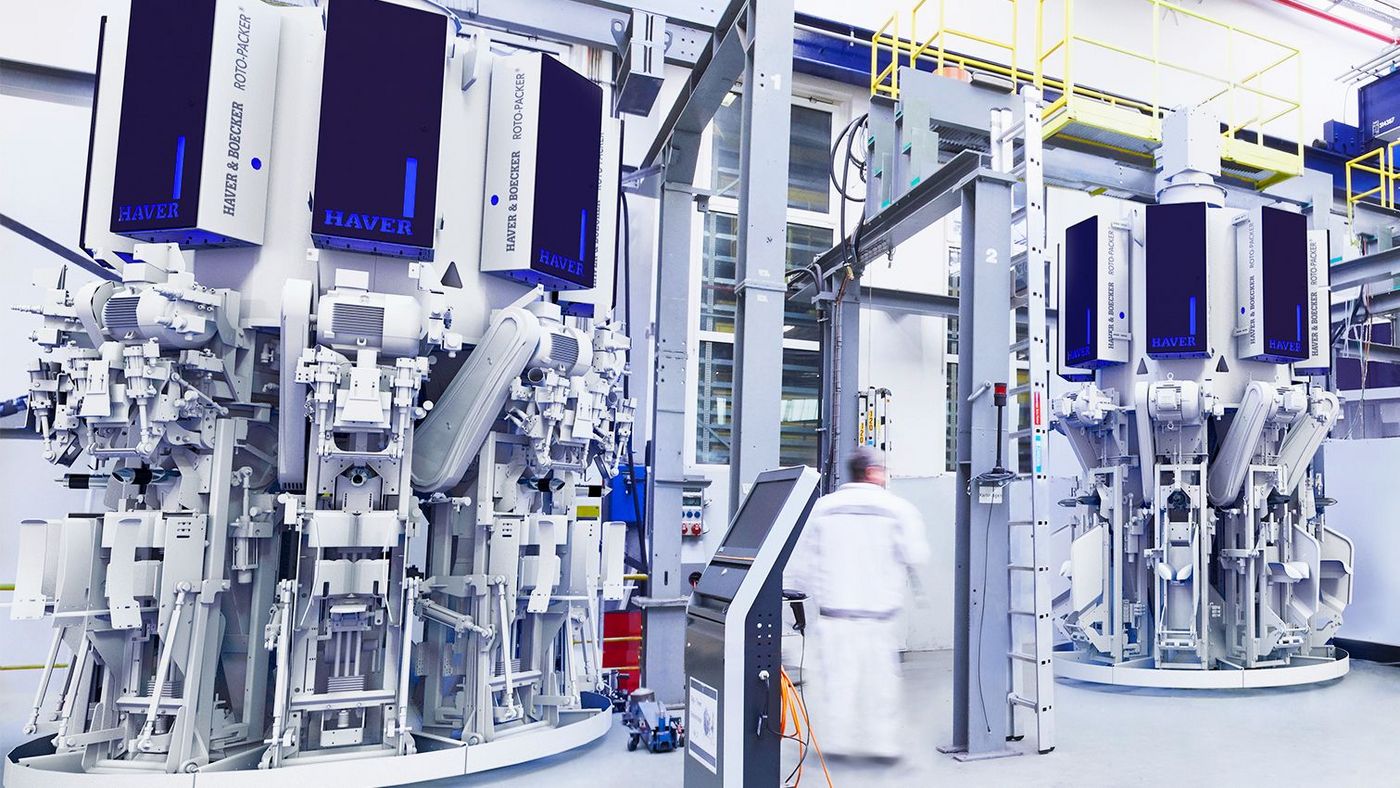
ROTO-PACKER®: The rotating high-performance packaging system
INTEGRA®: The integrated packaging system
ELEMENTRA®: The entry level packaging system
ADAMS® technology: For powder in film bags
SEAL technology: For welded bag valves
RADIMAT®: Automatic bag applicator




Technical wire mesh: As multi-faceted as your applications
Metal filters and fabricated parts: Individually made up fabric components, custom-made
Mesh laminates: Stable, porous metal wire mesh laminated panels
Industrial wire screens: Individual solutions for the safe screening process
Screen printing mesh: Making quality visible
Architectural wire mesh: Safe, stable and worth seeing
Design mesh: Matchless in its feel and optics































































When it comes to industrial processing of bulk goods and liquid products, there is always one key question: How do we ensure a steady, reliable, trouble-free, clean and efficient material flow?
From preparation and transportation over storage, mixing, filling and packaging through to palletisation and loading – we combine the products and services of all of our technology brands for your “Perfect Flow“. And we do this on a life-long basis: Using our life-cycle approach PROcheck we can show you, very concretely, where and how you can sustainably maximise your productivity and therefore your result over the whole life cycle of your plants, systems and machines.




PROcheck: In eight segments for your success




Our technology brands
- HAVER & BOECKER Niagara (materials preparation technology)
- IBAU Hamburg (silo technology)
- Sommer (mixing technology)
- Feige FILLING (filling technology)
- BEHN + BATES (packaging technology for foodstuffs)
- AVENTUS (packaging technology for free flowing bulk goods)
- NEWTEC BAG PALLETISING (palletising technology)
- HAVER AUTOMATION (automation solutions)
- W.S. TYLER (wire mesh fabric und particle analysis)
- MAJOR WIRE INDUSTRIES (Flex-Mat® active wire screens)











Digital services for your packaging technology
Use the intelligence of your systems. QUATRO® 2System Intelligence for communicative processes.
- Transparent monitoring of your processes
- Rapid support by means of remote service
- Optimised processes based upon analysis and interpretation of your system data

















Central reception
59302 Oelde, Germany